

联系人: 郑炼红
手机: 13338880969
邮箱: jjyyqc888@126.com
电话: 0523-84095558
传真: 0523-84095558
网址: www.jjyyqc.com
地址: 江苏省泰州市靖江市城北园区纬二路102号
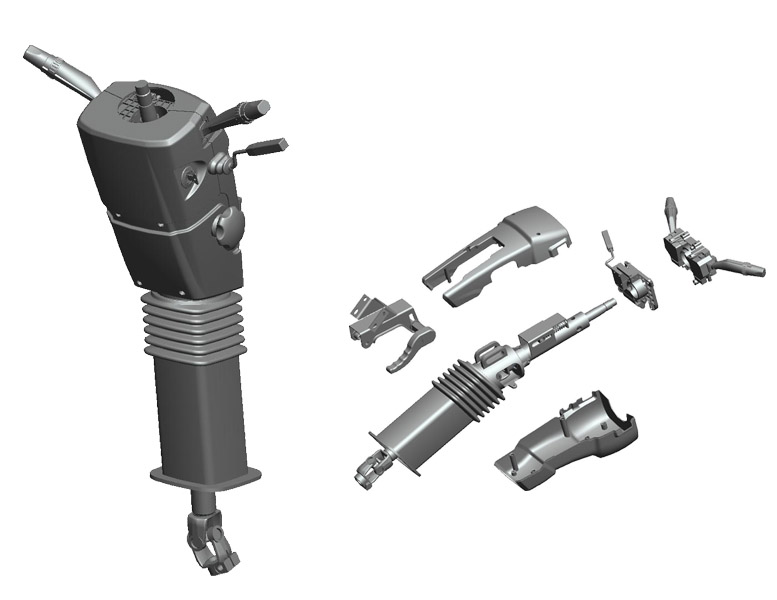
角转向器总成中的齿轮轴的加工方法
来源:www.jjyyqc.com 发表时间:2016-07-23
一种角转向器总成中的齿轮轴的加工方法,其特征在于:其加工步骤如下:1).选择20CrMnTi材料,直径为55‑60mm,长120mm,断料;2).夹一端,车另一端面A,并在端面A钻中心孔;3).按设计图纸要求粗车N、C、D、E、F、G处外圆,粗车B至N外圆尺寸,控制各段长度尺寸,粗车后的外圆留加工余量2‑3mm,加工时进行磷皂化润滑处理;4).G处铣花键,直纹79齿,模数0.32mm;5).按设计图纸要求在M处用成型刀加工半径R为5.2mm;6).按设计图纸要求精车N、C、D、E、F、处外圆,C、E外圆处留加工余量0.5‑1mm;7)夹已加工外圆,车原夹持端端面至设计图纸总长,并在其端面钻中心孔;8).双顶两端中心孔,N处铣齿,齿数16,端面模数3mm, 节圆直径48mm,轴交角90º,压力角20º,螺旋方向左旋,齿宽中点螺旋角5º,齿顶高3mm,齿根高3.61mm, 全齿高6.61mm,面锥角51º05′,根锥角38º55′确保齿圈跳动≤0.02mm;9).粗、精车小外圆B处,留加工余量0.5‑1mm;10).双顶两端中心孔,按设计图纸要求磨C、E、小外圆B处外圆,确保同轴度≤0.02mm;11)N处渗碳淬火,硬化层深度0.5‑0.7mm,表面硬度HV600‑700,心部硬度HRC30‑45;G、C、E、B外圆处高频淬火;12)检验入库。
靖江银宇汽车零部件制造有限公司位于江苏省苏中平原的最南端,处在沪宁长江水道的中心点,是上海都市圈的组成部分,公司位于靖江市靖城东环路与江平路交叉口东首50米,公司主营转向管柱、角转向器、角转向传动轴 、电子离合踏板,传动轴等产品。
相关新闻
- 角转向器的结构组成
- 角转向器如何提高精度?
- 角转向传动轴介绍传动轴故障维修
- 制动踏板是如何进行工作的
相关产品

转向管柱

转向管柱
YY02转向管柱总成

离合踏板

